Several factors of the dispensing effect of the glue dispenser
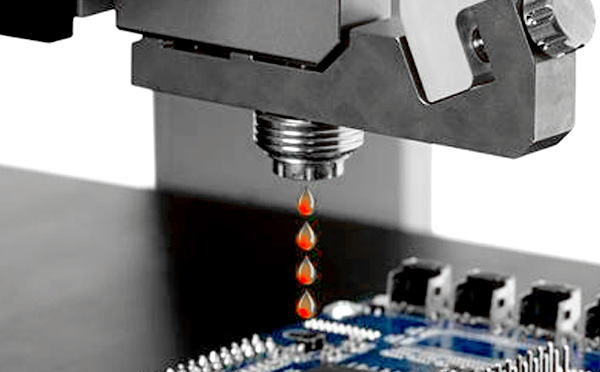
The accuracy of the dispensing machine depends on many factors. When the error of the product or the error of the jig is greater than the accuracy of the dispensing, each time the product is exchanged, the dispensing effect will be significantly affected. Since most of the current dispensing methods are contact dispensing, the glue point on the dispensing tip must contact the product surface to complete the dispensing. Therefore, the error of the product and the fixture will seriously affect the contact between the glue point on the needle tip and the product surface. height, which will also seriously affect the dispensing effect.
So in order to solve these problems, first of all, it is necessary to improve the dimensional accuracy of the product, improve the design method of the fixture, and use some flexible methods to minimize the error, such as spring rubber compression. In addition, the current non-contact dispensing method and computer vision positioning technology have gradually matured, so the non-contact spray dispensing method and computer vision positioning technology can also be used to adapt to the dimensional errors of products and fixtures. Since the non-contact spray dispensing is to spray glue onto the product at a certain height from the product surface, it can adapt to the slight error of the product in height, computer vision positioning technology can be programmed according to the geometric characteristics of each product. Automatic positioning, also Slight errors in product dimensions can be accommodated.

In addition, the use of a glue dispenser can greatly improve production efficiency and reduce product scrap, save glue, and ultimately achieve the purpose of improving economic benefits. However, some factories and enterprises do not understand the principle of dispensing when using it, or do not require the manufacturer to do some necessary on-the-job training for the use of the dispensing machine when purchasing, resulting in the following common problems in dispensing: A wire drawing or glue leakage; B. The size of the glue is uneven; C. The glue does not stick; D. The strength of the glue is not ideal;
1. The composition of glue. The commonly used glues are: epoxy glue, UV glue, silica gel, anaerobic glue, instant glue (502), etc. If it is an AB two-component glue, its proportion should also be considered.
2. The viscosity of glue is fluidity. The poorer the fluidity of the glue, the more viscous it is, the higher the viscosity.
3. The size of the dispensing pressure. The size of the pressure determines the amount of glue supplied and the flow rate of the glue. The worse the fluidity of the glue, the more viscous it is, and the greater the pressure it needs. The pressure should be selected according to the nature of the glue, the temperature of the working environment and the amount of glue dispensed. Some The high ambient temperature of the glue will make the viscosity of the glue smaller and the fluidity better. At this time, the pressure value needs to be lowered; otherwise, the pressure should be increased (adjusted by the pressure regulating valve).
4. Needle size and type. The size of the needle will affect the size and accuracy of dispensing. When the air pressure is constant, the larger the diameter of the needle, the greater the amount of glue. The dispensing needle should be selected according to the size of the product.
5. The size of the dispensing amount. The size of the dispensing volume is mainly determined by the length of the dispensing duration. The longer the time, the greater the dispensing volume.
6. Vacuum suction valve. The vacuum suction function is to prevent the glue from dripping when it is not dispensing. Reasonable adjustment of the vacuum suction valve can control the dripping phenomenon.
7. Curing temperature curve. For the curing of glue, the general manufacturer has given a temperature curve, and most of them can be cured at room temperature.
8. Bubbles. The glue cannot have air bubbles, and air bubbles will cause many products to be defective. Therefore, the air of the glue should be discharged during use to prevent the glue from being discontinuous and intermittent.